中文(繁體字)
中文(繁體字) English (international)
English (international)
It is not difficult to make perfect cuts with a high quality metal cutting band saw. Every cutting task is made easier by following the correct sequence of operations to ensure safe, efficient, clean and accurate cutting. Let’s look at how to operate your band saw machine to get the best results possible.
Table of Contents
What is the correct sequence of operations for clean, accurate cutting?
Following the correct steps is essential to get the best results from your metal cutting band saw. It is highly recommended that you always follow the same sequence, and don’t miss out any steps. Saw blade selection, sawing speed and bow downfeed are critically important, so ensuring these are correct for the workpiece profile and material is essential.
Repeating the same sequence in order will help you to memorize it, so it becomes a simple, natural process leading to clean, accurate cuts, time after time. Following the same stages of processes and operations also makes it much easier to troubleshoot issues and fix them, as you will know that your basic procedures are correct. Check our safety guide to stay safe with your metal cutting band saw.
Metal cutting band saw operation sequence
- Select the correct saw blade
- Raise and secure the headstock in position.
- Adjust vise angle & securely clamp workpiece in vise.
- Adjust the left blade guide arm close to the workpiece.
- Check blade tension is correct.
- Set saw speed for the material and profile
- Set bow downfeed pressure
- Check the workpiece, machine and working area are secure & safe
- Start machine and wait for blade to reach full speed
- Turn on coolant pump and feed valves.
- Lower headstock and blade into workpiece
- Monitor the quality of chip production & make necessary adjustments
- Wait for the machine to complete the cut.
- Raise headstock, unclamp and remove workpiece from vise
- When finished, turn the machine switch to OFF position.

Saw blade selection
Blade type is related to workpiece material, harder materials require bimetal or carbide blades to cut them cleanly. Examine the workpiece to check it is suitable for cutting with your current blade and change the blade if necessary.Use the manufacturers guidance on blade type and TPI compared to the workpiece material and profile before starting to cut.
When choosing your blade, remember thinner materials need a higher teeth per inch (TPI) count for a clean cut. For hollow sections, the thickness of the section needs to be considered to make this calculation, not just the overall dimensions. Take a look at our articles on installing and breaking in your metal cutting bandsaw blades to refresh your memory if you want to brush up on your skills.
Sawing speed
Remember that sawing speed depends on the hardness of the workpiece and the blade material as well as the workpiece profile, with different speeds required for hollow tubes and sections than you use for solid sections. Recommended blade speed varies from around 65-482 feet per minute (20-147 m/min) depending on the material being cut, with the slowest speeds for ductile cast iron, and the highest for copper alloys.
This is a very wide range of possible speeds, and materials that appear to be of a similar type can have very different optimum sawing speeds – malleable cast iron requires 4x the sawing speed of ductile cast iron, and hardened tool steels normally are sawn at 3x the speed of high speed steels. Refer to our article on blade speed and feed rate to check your initial cutting settings.
Setting up your metal cutting bandsaw for making a cut
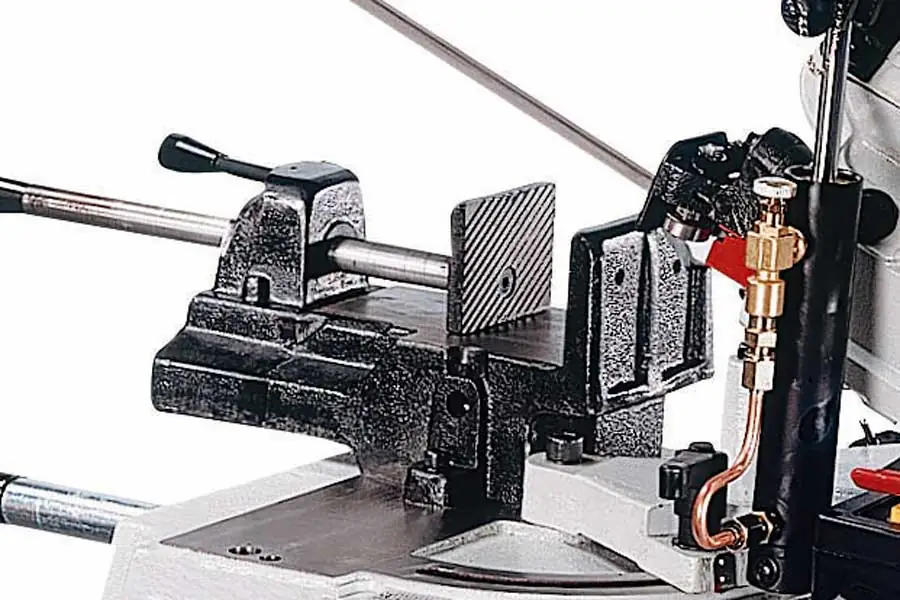
Raising and securing the headstock, clamping the workpiece in the vise and adjusting the blade guides are standard preparation activities. You will need to refer to your operators manual for the exact procedures for the clamps and controls on your specific metal cutting bandsaw – the rapid locking vise of the RF-128HDR is shown as an example above. The principles are the same, however, across all machines for tuning your blade setup and tension in preparation for cutting.

Bow downfeed
Bow downfeed adjusts the pressure being applied during the cutting process. Small manual machines rely on the operator applying pressure directly to the bow, or may use adjustable springs. Larger machines will use gravity feed, relying on the weight of the bow to make the cut or have hydraulic downfeed systems.
The Rong Fu RF-712 7” metal cutting band saw shown above has a hydraulic downfeed system with variable pressure settings for precise optimization of the cut. The RF-712 can be customized with a range of different vise and clamping features to cut all types of material and workpiece profile, and is a good example of a modern metal cutting bandsaw capable of excellent cutting performance when the right steps are followed.

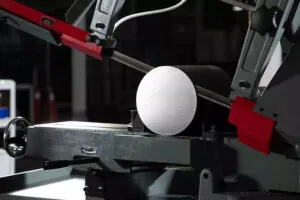
The speed of descent of the saw bow, which is the speed the cut moves through the workpiece, depends on the applied pressure, and cutting resistance of the workpiece material. This varies with depth of cut and changes in workpiece profile. If you are cutting through a round bar, for instance, the pressure required will be lower at the start of the cut and higher towards the middle section. The controls of the RF-500 semi-auto metal cutting band saw shown above include bow downfeed in a comprehensive display.
This is a delicate balance that is difficult to judge when cutting with manual pressure. If too much pressure is applied the blade may start to bend or twist, and the quality of cut will deteriorate unless pressure is reduced. Too little pressure will also reduce cutting speed and quality. This is another reason to pay close attention to the chips produced by the cut. Hydraulic downfeeds that respond to the changing resistance of the cut are the most reliable way to get a clean cut from your metal cutting bandsaw.
Cutting with your band saw
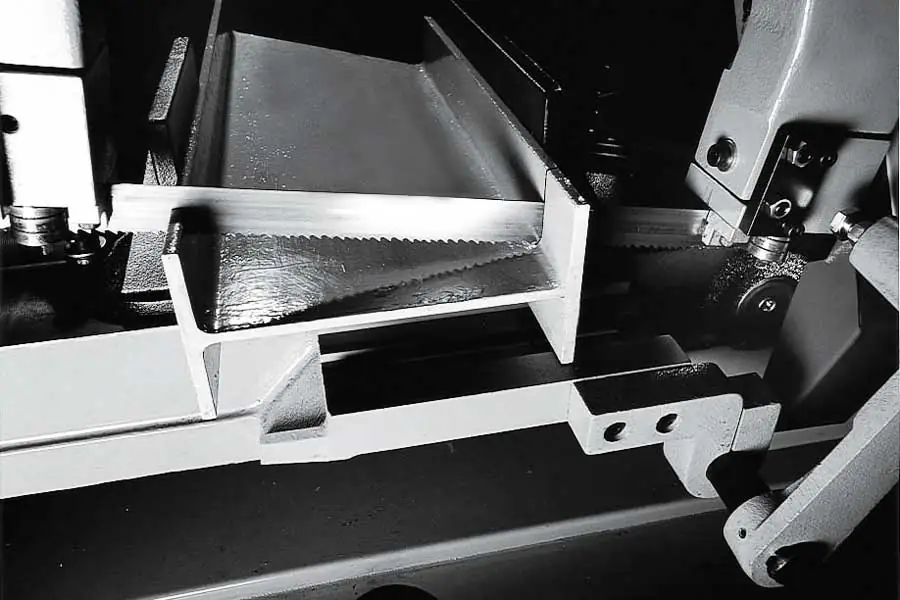
Once you are satisfied with your initial blade, speed and downfeed settings start your metal cutting bandsaw, turn on the coolant supply and check it is flowing properly over the blade. Lower the headstock until the blade meets the workpiece. At this point, monitor the quality of the chips being formed to ensure that speed and feed are correctly set. The chips produced should be silvery, thin, and curled. If they are not, adjust feed and speed by referring to our blade speed and feed rate guide.
Monitor cutting quality until the cut is completed. Raise the headstock, unclamp and remove the finished workpiece, and turn off the machine when the cut is completed. It can take time to get the best results from your metal cutting band saw because the cutting off process is complex, with many factors affecting it, but following the steps we have outlined here with continuous monitoring of progress and quality will get you most of the way to perfection.

It takes a high quality metal cutting band saw to get perfect cuts
If you follow these stages you will get better cutting performance from your metal cutting band saw, but to get perfect cuts you need a high quality band saw, like our RF-812N, pictured above, which can be adjusted for feed rate, blade tension, blade path and blade speed, has an accurate, secure, and stable clamping system to keep the workpiece under control, and hydraulic bow downfeed control.
For more than forty years, Rong Fu has been manufacturing high quality metal cutting band saws that create the perfect metal cutting experience for our customers. We have built a reputation for excellent products that are easy to adjust and use to get the best results. Whether you are looking for a small workshop saw or a fully featured industrial machine, we have a metal cutting bandsaw to suit your needs.
Contact us to discover the art of perfect cuts, with high quality Rong Fu metal cutting bandsaws.