中文(繁體字)
中文(繁體字) English (international)
English (international)
Everything you need to know about different types of mill drill cutting tools
To get the best results from your mill drill machines when milling and drilling metals, you need to use the correct cutting tools for the job. Selecting and fitting the correct milling tool is essential knowledge for setting up your mill drill machine.
Table of Contents

There are a wide variety of milling cutters available and they come in different materials and sizes. Knowing more about milling cutters will help you make cost-effective decisions when purchasing milling tools for your mill drill.
What do you need to know to select a milling cutter?
- How hard is the material you are cutting?
- What shape of cut do you need to make?
- Are you rough cutting to remove bulk or looking for a smooth surface finish?
What are milling cutters made of?
Standard milling cutters for your mill drill machine are made of high-speed steel (HSS). Tungsten carbide (TC) is more expensive than HSS, but harder, and used for high performance cutting. HSS can withstand high temperatures, but is not as hard as carbide and does not hold an edge as well or last as long.
Carbide cutters are better for high precision, but are more brittle than HSS and more easily broken. Cutters can also be made of aluminum or steel with insert teeth made of harder materials to reduce the cost. Some cutters have special hard coatings of polycrystalline diamond (PCD) or cubic boron nitride (CBN) to improve durability.
How are milling cutters measured and described?

Milling cutters are measured using a combination of their diameter and the number of flutes they have. The diameter of a milling cutter is measured from one side of the cutter to the other, passing through the center of the cutter. The number of flutes is the number of cutting edges that are present on the cutter.
In addition to the diameter and the number of flutes, milling cutters are also described by their cutting edge configuration and the material from which they are made. An end mill might be described as a “1/4-inch diameter, 2-flute HSS end mill,” and a ball end mill might be described as a “3/8-inch diameter, 4-flute carbide ball end mill.”
Milling cutters descriptions often include shank type and the type of mounting they use. An end mill might be described as having a “straight shank” or a “weldon shank,” or a face mill might be described as having a “shell mill mounting.”
Milling cutters can also be described by their intended use or the type of workpiece they are designed to cut. For example, a cutter may be described as a “roughing end mill,” a “finishing end mill,”or a “Woodruff cutter.”
When sizing a milling cutter for a particular job, it can make the cut in a single pass if it is large enough to span the entire work surface. If this cannot be done, remember a small diameter cutter will pass over a surface in a shorter time than a large diameter cutter moving at the same speed.
What are the twelve standard types of milling cutter?

Milling cutters are classified by their shape, the orientation of cutting edges, and number of flutes they have. In most cases, cutters are specially designed and named for the job they best used for.
Some jobs can be done with more than one type of cutter. For example, milling the square end on a shaft or reamer shank can be done with one or two side milling cutters, a fly cutter, or an end milling cutter.
There are twelve standard types of milling cutters that you might use in your mill drill machine:
- End mill: An end mill is a milling cutter that has a cylindrical shape and a flat bottom. It is used for making precise cuts in a workpiece for a variety of operations, including slotting, profiling, and face milling.
- Ball end mill: A ball end or ball-nose end mill has a round nose with a radius that is used for making rounded cuts or contoured surfaces in a workpiece.
- Slot drill: A slot drill is a type of end mill that has a narrow, pointed tip and a steep flute angle. It is used to cut slots or grooves in a workpiece.
- Face mill: A face mill is a flat milling cutter that is used for removing material from the surface of a workpiece. Face mills can have either a straight or a curved cutting edge. Face mills are usually mounted on a spindle that is perpendicular to the workpiece.
- Fly cutter: A fly cutter has a single cutting edge fitted to a long, narrow shank. It is used for making wide, shallow cuts in a workpiece and is used in milling machines and lathes.
- Woodruff cutter: The Woodruff keyslot milling cutter is a disc-shaped cutter used to cut semi-cylindrical keyway grooves in shafts to accept the circular profile of Woodruff keys. Common cutters of this type, under 1 1/2 inches in diameter, usually have a shank, but there are also arbor-mounted types. Teeth have concave sides for clearance.
- T-slot cutter: A T-slot cutter is used for making T-shaped slots (headspaces) in worktables and other holding and clamping equipment. It is a plain or side milling cutter mounted on the end of a narrow shank. First the T-slot throat is milled with a side or end milling cutter, then the headspace is milled with the T-slot milling cutter.
- Dovetail cutter: A dovetail cutter is a milling cutter used for making dovetail-shaped triangular slots in a workpiece. It has a steep flute angle with a reverse taper that is wider at the tip to enable precise, narrow cuts.
- Angle Milling Cutters: featuring edges at an angle to the cutter axis for cutting V-notches and serrations. Single-angle cutters have side-cutting teeth on the flat side of the cutter. The angle of the cutter edge is usually 30, 45,or 60 degrees. Double-angle cutters include angles of 45, 60, and 90 degrees.
- Gear Hob: a formed tooth milling cutter with helical teeth arranged like the thread on a screw. These are fluted to make the required cutting edges. Hobs are generally used for finishing spur gears, spiral gears, and worm gears. They may also be used to cut ratchets and spline shafts.
- Concave and Convex Milling Cutters: formed tooth cutters profiled to cut concave and convex contours of 1/2 circle or less. Cutter size is specified by the diameter of the circular form the cutter makes.
- Corner Rounding Milling Cutter: a formed tooth cutter for milling rounded corners up to a quarter of a circle. Size of cutter is specified by the radius of the circular form it cuts.
Milling Cutter Key Features
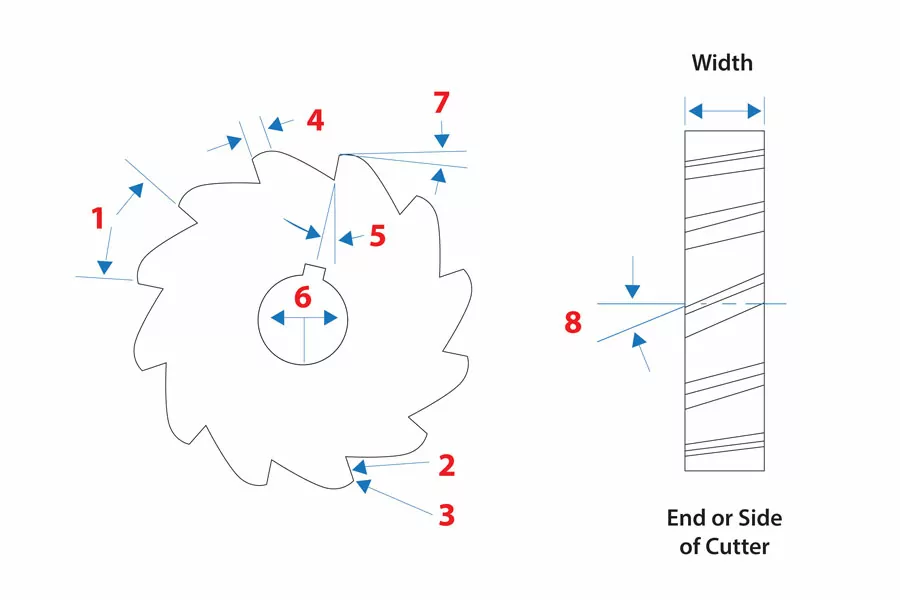
The illustration shows a standard milling cutter. Most cutters have similar features that are used to describe them. There are six key features:
- Pitch is angular distance between teeth, and depends on the number of teeth on a cutter
- Tooth face is the forward facing surface of the cutting edge of the tooth
- Cutting edge is the angled section on each tooth that performs the cutting
- Land is the narrow surface behind the cutting edge on each tooth
- Rake angle is the angle between the tooth face and the centerline of the cutter
- Hole diameter determines the size of arbor required to mount a milling cutter
Primary clearance angle (7) is the angle of the land of each tooth measured from a line at right angles to the centerline of the cutter at the cutting edge. This angle prevents each tooth from rubbing against the workpiece after it makes its cut and provides additional clearance for passage of cutting oil and chips.
Rake angle creates the cutting edge and an exit path for chips that are cut from the workpiece.
The cutting edge usually has 5 degrees primary clearance. Sometimes teeth are manufactured with off-set nicks to break up chips and enable coarser feeds.
Spiral or helical teeth (8) are usually found on plain milling cutters more than 3/4 inch in width. A spiral-tooth milling cutter produces a better and smoother finish with less effort. A plain helical-tooth milling cutter is desirable when milling an uneven surface or one with holes in it.
How do you select the right milling cutter?

Consider the following when choosing milling cutters for your mill drill machine:
- High-speed steel and carbide cutters have the advantage of being able to cut rapidly when used on a machine that can reach a high enough speed. Check your machine speed settings as this may limit your choice of cutters, or make a cutter unsuitable for a job even though it looks right.
- 45 degree angle cuts can be made with a 45 degree single-angle milling cutter with the workpiece clamped in a vise, but if you don’t have an angle cutter you can set the workpiece at an angle in a universal vise and cut the angle with an end milling cutter.
- The harder the material, the hotter it will get when cutting. Cutters need to be selected to match heat-resistant properties to the coolant flow your mill drill can supply.
- Coarse-tooth milling cutters are best for roughing cuts and finer-toothed milling cutters for light cuts and finishing work.
- A milling cutter should be small enough in diameter that the pressure of the cut will not displace or spring the workpiece during milling.
- A shell cutter with attached teeth or insert teeth is often a more cost-effective option than a solid HSS or carbide cutter with the same cutting capacity. If it has changeable inserts it can be used for multiple jobs.
High Quality Mill Drill Machines For High Quality Cutting

It doesn’t matter how good your cutting tools are if your mill drill machine is not powerful enough or accurate enough to cut properly with them. Rong Fu are a leading mill drill machine manufacturer, with excellent quality control in manufacturing.
Contact us and discover how our range of mill drill machines are designed and built to the highest standards of performance and accuracy. We focus on quality and precision to enable you to get the best results possible in all your milling and drilling operations.