 中文(繁體字)
中文(繁體字) English (international)
English (international)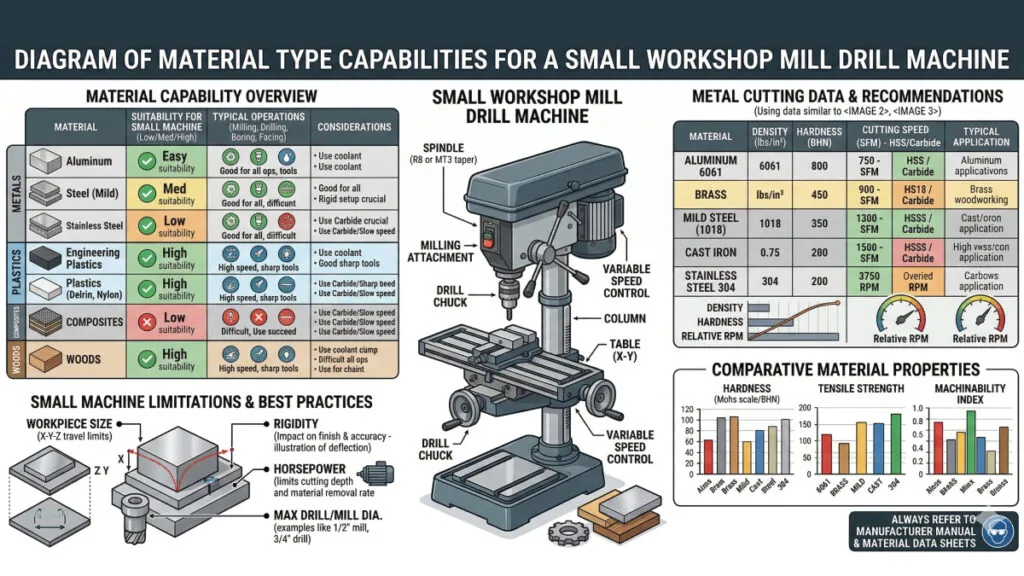
Definition of Mill Drill Material Capability
Stainless steel and hardened tool steel require premium tooling, conservative depth-of-cut parameters, and adequate cutting fluid application. Understanding the material capability boundary of a Mill Drill Machine prevents tool failure, workpiece damage, and potential machine overloading. Exceeding rated material capability causes premature spindle bearing wear and structural fatigue in the column and head assembly.
Why it matters for Band Saw and Mill Drill Machines
The structural capacity of the Mill Drill Machine directly bounds material capability. Column rigidity, spindle bearing preload, and table mass all determine how much cutting force the machine can absorb without deflection. For demanding materials, reducing depth of cut and feed rate keeps cutting forces within the machine's structural limits, preserving dimensional accuracy and finish quality.
From a maintenance standpoint, consistently operating at or near the material capability limit accelerates wear across all major assemblies. Spindle bearings absorb impact loads from interrupted cuts in hard materials, while the column dovetail ways develop play from sustained lateral milling forces. Regular inspection and lubrication schedules should be adjusted based on the predominant materials being machined on the Mill Drill Machine.
FAQ
How does Mill Drill Machine material capability change when machining stainless steel compared to mild steel?
Stainless steel machining significantly reduces effective Mill Drill Machine material capability compared to mild steel operations. Austenitic grades such as 304 and 316 exhibit pronounced work-hardening, meaning any interruption in the cut causes the surface layer to harden rapidly, increasing subsequent cutting forces. This requires the Mill Drill Machine to maintain consistent feed engagement and avoid dwelling in the cut. Additionally, stainless steel's low thermal conductivity concentrates heat at the cutting edge, demanding coated carbide tooling and continuous cutting fluid application. Compared to mild steel, depth of cut and feed rate should be reduced by 30-50% to keep cutting forces within the Mill Drill Machine's structural limits and prevent spindle bearing overload.
What Mill Drill Machine material capability considerations apply when working with aluminum alloy castings versus wrought aluminum?
Aluminum alloy castings and wrought aluminum impose different demands on Mill Drill Machine material capability despite both being soft materials. Cast aluminum alloys frequently contain silicon particles that accelerate tool wear, requiring carbide or diamond-coated tooling rather than standard HSS. Porosity in castings causes interrupted cutting that generates impact loads on the Mill Drill Machine spindle. Wrought aluminum produces consistent chip formation and responds well to high-speed cutting with HSS or uncoated carbide. For both types, the Mill Drill Machine requires high spindle speeds (1,500-3,000 RPM for 10mm tooling) and effective chip evacuation to prevent built-up edge formation. Cutting fluid or misting coolant maintains surface finish and prevents material adhesion on the cutting tool.
How should Mill Drill Machine material capability limits be assessed before committing to a machining operation on an unfamiliar material?
Assessing Mill Drill Machine material capability before machining an unfamiliar material involves evaluating three parameters: required cutting force, optimal speed range, and heat generation profile. Start by identifying the material's machinability rating relative to free-cutting mild steel (AISI 1215 = 100%). Materials rated below 50% machinability impose cutting forces that may exceed the Mill Drill Machine's structural limits at normal parameters. Calculate the required spindle RPM and confirm it falls within the machine's available range. Perform a trial cut at 50% of the calculated feed rate and 1mm axial depth, then assess surface finish, chip form, and machine vibration before committing to full production cuts on the Mill Drill Machine.