 中文(繁體字)
中文(繁體字) English (international)
English (international)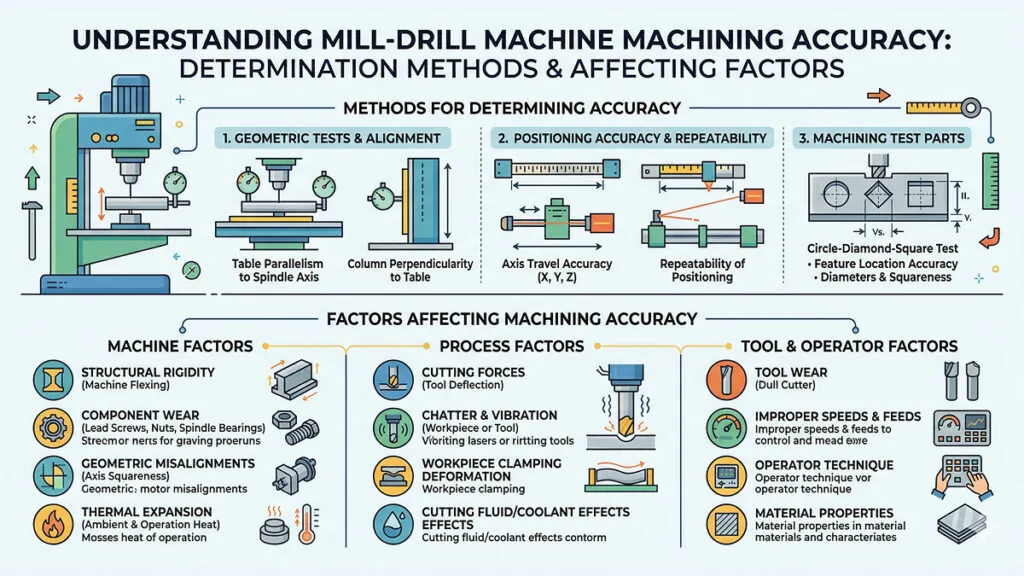
Definition of Mill Drill Machining Accuracy
Mill Drill Machine machining accuracy is further influenced by workpiece fixturing rigidity, cutting tool condition, and parameter selection. Systematic errors such as spindle-to-table perpendicularity and table flatness deviation are quantifiable and correctable through tramming and calibration, while random errors from vibration and thermal drift require active process controls to minimize.
Why it matters for Band Saw and Mill Drill Machines
The primary contributors to Mill Drill Machine machining accuracy are grouped into systematic and random error sources. Systematic errors, including spindle runout, column perpendicularity, and table flatness, are stable and measurable, allowing correction through machine alignment and offset compensation. Random errors from thermal growth, vibration, and cutting force variation are more difficult to control and typically define the accuracy floor of the machine.
Maintaining Mill Drill Machine machining accuracy over the service life requires scheduled calibration checks, lubrication of all sliding surfaces, and periodic inspection of spindle bearing preload and feed screw condition. Accuracy degradation is gradual and often unnoticed until a precision part fails inspection. Implementing periodic gauge verification on a test piece provides an objective record of the Mill Drill Machine's current accuracy state and allows corrective action before tolerance exceedances occur in production.
FAQ
How should Mill Drill Machine machining accuracy be verified after a machine has been relocated or subjected to heavy use?
Verifying Mill Drill Machine machining accuracy after relocation or heavy use requires a systematic series of measurements using a dial test indicator and precision test bar. Begin by tramming the spindle to the table surface, adjusting until perpendicularity error is below 0.02mm over a 150mm sweep diameter. Next, measure spindle runout at the taper bore and at 50mm below the spindle nose using a precision test mandrel, with acceptable runout below 0.01mm TIR. Check table surface flatness with a dial indicator swept across the full X-Y travel range. Finally, machine a test piece and measure critical features with calibrated instruments to confirm Mill Drill Machine machining accuracy meets the required tolerance before returning to production.
What adjustments most effectively improve Mill Drill Machine machining accuracy when holding tolerances tighter than plus or minus 0.05mm?
Achieving Mill Drill Machine machining accuracy tighter than plus or minus 0.05mm requires addressing the four primary error sources systematically. First, eliminate backlash by adjusting anti-backlash nuts on both X and Y feed screws to below 0.02mm measured at the table surface. Second, verify and correct spindle perpendicularity to the table, targeting below 0.01mm per 100mm. Third, install a digital readout system with 0.001mm resolution to replace graduated dial reading errors. Fourth, control thermal drift by allowing a 20-30 minute warm-up period before precision work and avoiding heavy roughing cuts immediately prior to finishing. For bore sizing, the Mill Drill Machine machining accuracy benefit of boring over drilling is significant: boring achieves plus or minus 0.01-0.02mm while drilling alone typically holds only plus or minus 0.1-0.2mm.
How does tool condition affect Mill Drill Machine machining accuracy, and how should tool change intervals be determined?
Tool condition is a significant variable in Mill Drill Machine machining accuracy because worn cutting edges generate higher cutting forces that deflect the toolholder, spindle, and workpiece relative to each other. A worn end mill with flank wear of 0.3mm VB can increase radial cutting force by 40-80% compared to a sharp tool, causing measurable dimensional error on the finished feature. Tool change intervals should be based on measured dimensional drift rather than fixed cycle counts alone. Establish a control measurement routine: measure a critical dimension at regular intervals during production and change tooling when the dimension approaches 50% of the tolerance band. This approach maintains Mill Drill Machine machining accuracy without premature tool changes that increase consumable costs unnecessarily.